

HẠT NHỰA PP LÀ GÌ? ĐẶC ĐIỂM, ỨNG DỤNG VÀ XU HƯỚNG SỬ DỤNG NĂM 2026
Nhựa In 3D PETG: “Vị Vua” Mới Của Ngành In 3D Kỹ Thuật 2026
Nếu bạn đang tìm kiếm một loại vật liệu vừa dễ in như PLA, vừa bền bỉ và chịu nhiệt tốt như ABS, thì nhựa in 3D PETG chính là câu trả lời hoàn hảo. Trong năm 2026,
PETG đã chính thức vượt qua ABS để trở thành lựa chọn hàng đầu cho các bộ phận chức năng nhờ tính ứng dụng cao và thân thiện với môi trường.
1. Nhựa PETG là gì?
PETG (Polyethylene Terephthalate Glycol-modified) là phiên bản nâng cấp của nhựa PET (thường dùng làm chai nước) được bổ sung thêm Glycol.
Sự thay đổi này giúp nhựa không bị giòn khi làm mát và ngăn chặn hiện tượng kết tinh, giúp quá trình in 3D trở nên mượt mà hơn.

Cuộn nhựa in 3D PETG chính hãng và các vật phẩm hoàn thiện
2. Thông số kỹ thuật in PETG chuẩn (Cập nhật 2026)
Để có bản in PETG hoàn hảo, không bị dây (stringing) hay vón cục, bạn cần thiết lập các thông số sau:
| Thông số | Giá trị khuyến nghị |
| Nhiệt độ vòi phun (Nozzle) | $225°C – 250°C$ |
| Nhiệt độ bàn in (Bed) | $70°C – 85°C$ |
| Tốc độ in | 40 – 60 mm/s (Lớp đầu: 20 mm/s) |
| Khoảng cách rút sợi (Retraction) | 6mm (Bowden) / 2-3mm (Direct Drive) |
| Quạt tản nhiệt | 20% – 50% (Tắt ở 3 lớp đầu tiên) |
| Z-Offset | Cao hơn PLA khoảng $+0.02$ đến $+0.05mm$ |
3. Ưu và nhược điểm của nhựa PETG
Ưu điểm:
Độ bền cơ học cao: Khả năng chịu va đập cực tốt, dẻo dai, không bị giòn gãy như PLA.
Chịu nhiệt & kháng hóa chất: Chịu được nhiệt độ lên đến $80°C$ và kháng được nhiều loại axit, kiềm.
An toàn thực phẩm: Hầu hết nhựa PETG nguyên sinh đạt chứng nhận FDA, an toàn khi tiếp xúc với thực phẩm.
Độ co ngót thấp: Ít cong vênh (warping) hơn hẳn so với ABS, không cần buồng kín.
Nhược điểm:
Hiện tượng rỉ nhựa (Oozing/Stringing): PETG rất dính, dễ để lại các sợi nhựa mỏng như tơ nhện.
Khó tháo Support: Do độ bám dính lớp cực cao nên việc tách hỗ trợ thường khó khăn hơn.
Hút ẩm: PETG “rất thích” nước, cần được bảo quản trong hộp chống ẩm.
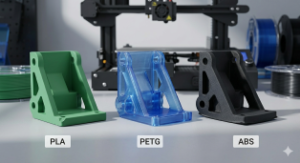
So sánh trực quan bản in 3D: PLA, ABS và PETG
4. Bí quyết in PETG không bị kéo mây (Stringing)
Nhiều người dùng gặp lỗi “kéo mây” khi in PETG. Dưới đây là giải pháp thực tế:
Sấy nhựa: Bắt buộc sấy ở $65°C$ trong 4-6 tiếng trước khi in nếu cuộn nhựa đã để ngoài không khí.
Cân chỉnh Z-Offset: Không được ép lớp đầu tiên quá sát bàn như PLA. PETG cần không gian để “trải” ra thay vì bị đùn ép.
Bật tính năng “Combing”: Trong phần mềm Cura, hãy bật chế độ này để đầu in di chuyển bên trong vật thể, hạn chế rò rỉ nhựa ra ngoài.
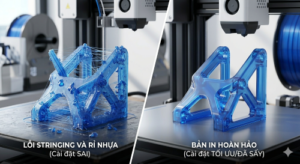
Lỗi stringing PETG và bản in hoàn hảo sau khi tối ưu thông số
Nhắc máy gọi ngay cho Chúng tôi để nhận báo giá & tư vấn kỹ thuật
Hotline: 0912 766 201
Bài viết khác




